








Barron Industries manufactures high-precision investment castings, machined components, and assemblies in both ferrous and non-ferrous alloys. Our AS9100 and NADCAP accredited processes deliver the highest quality castings for the most demanding applications.
The investment casting process, also known as precision casting or lost wax casting, is a time-tested casting process that has evolved with cutting-edge additive manufacturing technologies. Today, it enables the production of complex, lightweight metal components with enhanced precision and efficiency.
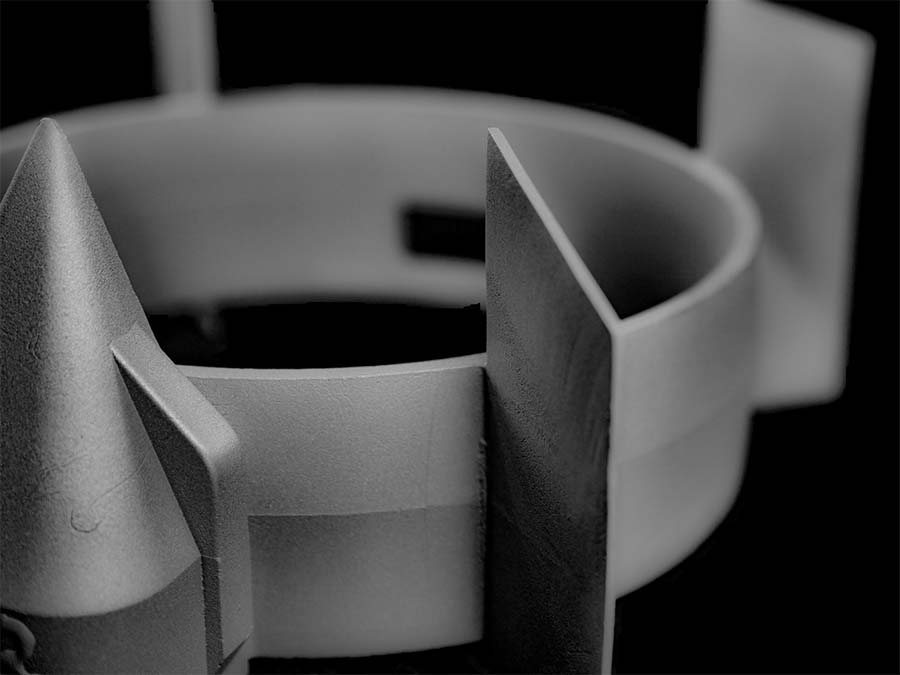
The casting process begins with creating a precise pattern of the desired part, which serves as a replica of the final component. These patterns are typically produced using either injection molding, where molten wax is injected into a metal mold, or 3D printing, which offers greater design flexibility, faster lead times, and eliminates the need for costly tooling.
Once the pattern is created, it is coated in a ceramic slurry to form a durable shell. After the ceramic shell hardens, the wax or 3D-printed material is melted away, leaving a detailed cavity that mirrors the original pattern. Molten metal is then poured into this cavity and allowed to cool and solidify. Finally, the ceramic shell is broken away, revealing a near-net-shape metal component with exceptional surface finish, fine detail, and dimensional accuracy—minimizing the need for secondary machining.
Today, investment casting is widely used across industries such as aerospace, automotive, medical, and energy, where precision, durability, and weight reduction are critical. Its ability to produce lightweight, complex, and high-strength components makes it an increasingly preferred choice for manufacturers seeking innovation and efficiency. As industries continue to demand higher performance and more intricate designs, investment casting is emerging as a key technology shaping the future of modern manufacturing.

Barron’s full-service manufacturing process includes everything from design for manufacturing to in-house casting, CNC machining, non-destructive testing, and welding. Our vertically integrated manufacturing process significantly reduces cost and lead times.
In addition to our investment casting process, we offer:
Barron's vertically integrated process offers more design and material flexibility than other metal forming techniques.
Check out our Case Studies for more detailed information on past projects.
With more than 100 years of metal casting experience, the experts at the Barron Industries investment casting foundry specialize in melting and pouring over 200 different types of ferrous and non-ferrous alloys, including high-strength stainless steel, aluminum, armor and nickel-based alloys. While Barron’s core business is metalcasting, the company has evolved into a vertically integrated precision component manufacturer incorporating Industry 4.0. The production process starts with design for manufacturing and rapid prototyping to ensure efficiency and quality. Post-casting capabilities include in-house machining, coating and assembly, providing a completed subsystem component.
The emphasis we place on quality is demonstrated by our many certifications. We are NADCAP-certified for non-destructive testing, including digital radiography and liquid penetrant testing, and we also hold ISO 9001, AS9100, CMMC 2.0, as well as quality approvals from many major aerospace and defense OEM’s including GE Aviation and Boeing.

Barron’s unparalleled expertise in investment casting sets our process apart from other investment casting foundries.
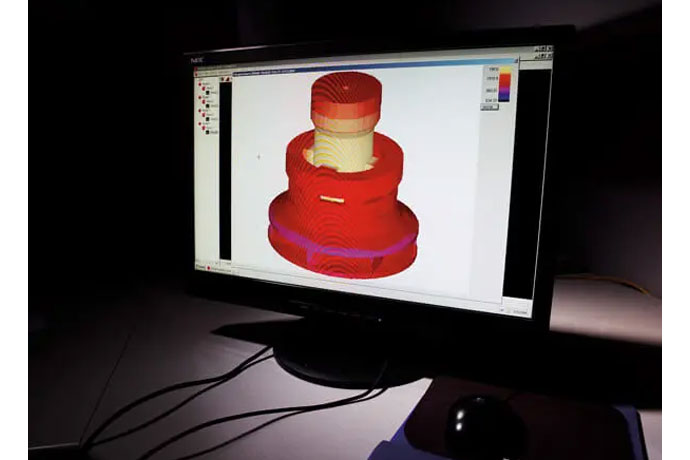
Barron uses the latest Solidification Modeling software to predict the outcome of a casting’s internal quality level before a part is ever made, significantly improving time-to-market and reducing development costs due to “trial and error” methods of process development.

Barron’s 6 -axis robot ensures consistency in shell dipping, coating, and formation as well as enhanced efficiency in drying of ceramic shells. This results in more consistent high-quality castings being delivered to our customers.

Barron operates three steel and two aluminum melting units, two ovens for wax burnout from the ceramic mold and four ovens for preheating ceramic shells. Redundant equipment ensures your castings will continue being processed, even if a piece of equipment breaks down.
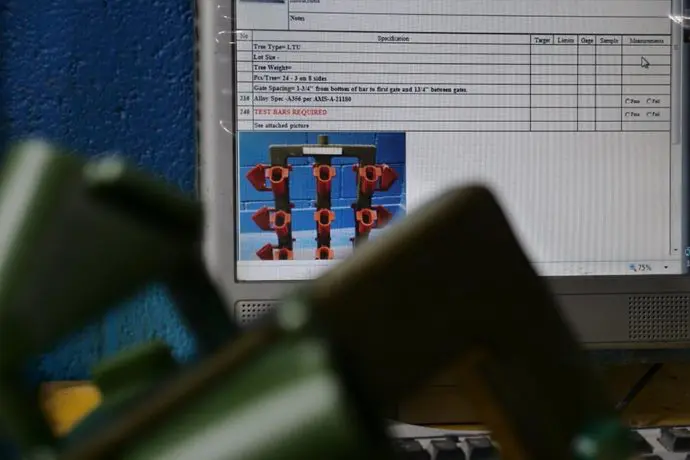
Barron’s (MRP/ERP) software system provides operational intelligence allowing continuous improvement, accountability, quality, real – time tracking, traceability and transparency throughout the investment casting process.
There are many benefits associated with investment casting, including:
Many different alloys, including aluminum, stainless steel, carbon steel, tool steel, gray iron, nickel and cobalt alloys can be used in the investment casting process.
Investment casting produces complex parts with thin walls, superior dimensional accuracy, surface finish, and internal soundness.
Multi-piece fabrications can be converted into stronger and less expensive single-piece investment castings, reducing weight and lead times.
Contact Barron Industries today to learn more about our process and capabilities, or to start your order.
Speak to one of our experts today to learn more about our custom casting solutions.

